



Sand casting commonly used in the valve industry can also be divided into: wet sand, dry sand, water glass sand and furan resin self-hardening sand according to different binders.
(1) Green sand is a molding process method with bentonite as a binder.
Its characteristics are: the finished sand mold does not need to be dried or hardened, the sand mold has a certain wet strength, and the sand core and shell have better concessions, which is convenient for cleaning and falling sand of castings. The molding production efficiency is high, the production cycle is short, the material cost is low, and it is convenient to organize the production line.
Its disadvantages are: castings are prone to defects such as pores, sand inclusion, and sticky sand, and the quality of castings, especially the internal quality, is not ideal.
(2) Dry molding sand is a molding process with clay as a binder, and a little bentonite can improve its wet strength.
Its characteristics are: the sand mold needs to be dried, has good air permeability, is not easy to produce defects such as sand washing, sand sticking, and pores, and the inherent quality of the casting is better.
Its disadvantages are: sand drying equipment is required, and the production cycle is long.
(3) Sodium silicate sand is a modeling process with water glass as a binder.
Its characteristics are: water glass has the function of self-hardening when it encounters CO2, and can have various advantages of gas-hardening method and core-making.
Its disadvantages are: poor collapsibility of the mold shell, difficulty in sand cleaning for castings, and low regeneration and recycling rate of old sand.
4) Furan resin no-bake sand molding is a casting process method with furan resin as a binder. At room temperature, the binder undergoes a chemical reaction under the action of a curing agent to solidify the molding sand.
Its characteristics are: the sand mold does not need to be dried, which shortens the production cycle and saves energy. The resin molding sand is easy to be compacted and has good collapsibility, the molding sand of the casting is easy to clean, the dimensional accuracy of the casting is high, and the surface finish is good, which can greatly improve the quality of the casting.
Its disadvantages are: high quality requirements for raw sand, slight irritating odor at the production site, and high resin cost.
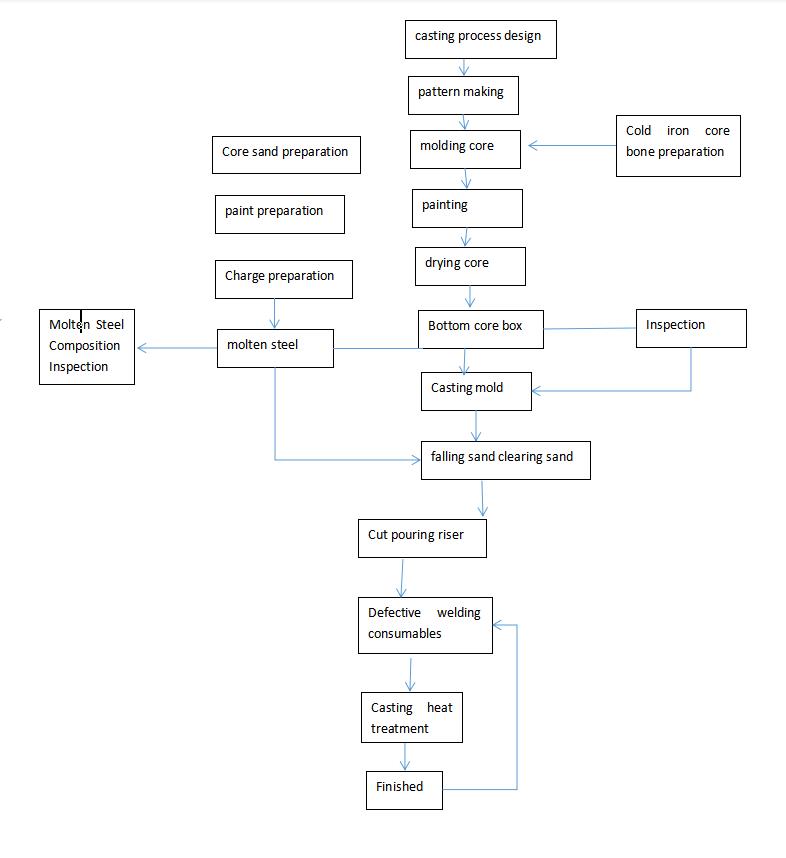
Typical sand casting production process:
Post time: Oct-31-2022